

实人
390 访客
61 沟通













饲料颗粒机新型轮转式养殖牛羊鸡鸭鹅鱼兔颗粒饲料家用小型
价格
¥2750.00/件
起批价
1件
产地
山东济宁任城区
物流
运费待商议
规格
小型饲料颗粒机
2750元/件
详细信息
评价
【联系我时,请说是在一亩田上看到的】
饲料颗粒机的普及源于其对养殖全链条的优化作用,具体优势可概括为以下四点:
提升饲料利用率,降低养殖成本
颗粒饲料经高温挤压后,淀粉糊化度提升 15%-20%,蛋白质更易被动物消化吸收,对比粉状饲料可减少 10%-15% 的浪费。以生猪养殖为例,使用颗粒饲料可使料肉比从 3.2:1 降至 2.8:1,每出栏 1 头生猪可节省饲料成本约 80 元。
减少营养流失,保障饲料安全
设备在制粒过程中会产生 60-80℃的高温,能有效杀灭原料中的大肠杆菌、沙门氏菌等有害微生物,降低动物肠道疾病发生率。同时,颗粒状结构可避免原料中微量成分(如维生素、矿物质)因运输、储存过程中的分层而流失。
便于储存与运输,降低管理难度
颗粒饲料的密度可达 1.2-1.4g/cm³,是粉状饲料的 2-3 倍,相同仓储空间可存储更多饲料,运输成本降低 30% 以上。此外,颗粒饲料不易吸潮、结块,可延长保质期至 3-6 个月,减少霉变风险。
适用场景广泛,满足多元需求
无论是小型家庭农场(处理量 50-200kg/h),还是大型饲料加工厂(处理量 5-20 吨 /h),均可通过选择不同型号的颗粒机匹配需求。同时,设备可适配玉米、豆粕、秸秆、牧草等多种原料,支持定制牛羊用粗饲料颗粒、家禽用细颗粒、水产用浮性颗粒等不同品类。












生物质造粒机,木屑,秸秆,生物质颗粒机,锯末燃烧颗粒机。
¥ 25000/件河南上街区
饲料颗粒机 养殖家用小型两项电125-160型号
¥ 1980/个江苏浦口区
多功能牛猪羊造料机 小型家禽饲料颗粒机
¥ 1260/件山东曲阜市
平模饲料造粒机家用小型秸秆玉米颗粒机牛羊猪鱼鸟饲料加工
¥ 2000/件成交4600元河南上街区
饲料颗粒机 家用小型颗粒饲料机 猪牛羊鱼虾制粒机
¥ 1260/件山东曲阜市
对辊挤压造粒机腐殖酸尿素一铵二铵硫酸铵制粒机
¥ 15000/件河南荥阳市
150型饲料颗粒机养殖加工颗粒机
¥ 1680/件河南荥阳市
【颗粒机】可以加工各种饲料颗粒,包售后,养殖户的好选择
¥ 13500/个河南卫辉市
【饲料加工机械设备】大型饲料加工机组出售,专注饲料机械。
¥ 68000/件河南卫辉市
饲料颗粒机150型,新款260、300颗粒机颗粒机厂家发
¥ 1050/件成交2700元河南荥阳市
出售多台生物质颗粒机
¥ 500/件山东梁山县
饲料颗粒机 小型制粒机畜牧家禽两相养殖设备饲料颗粒制造机
¥ 1280/件成交4600元山东寿光市
饲料颗粒机小型220v家用大型三相养殖场饲料造粒机猪牛羊
¥ 1500/件广东荔湾区
出售全新560颗粒机 客户因场地原因无法使用,需要的老板
¥ 1100/件山东梁山县
新款型饲料颗粒机鸡鸭鹅猪牛羊兔鱼大中型颗粒机造粒机制粒机
¥ 2200/件河南荥阳市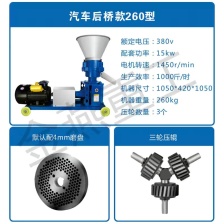
三相电饲料颗粒机鸡鸭鹅猪牛羊兔鱼大中型颗粒机造粒机制粒机
¥ 4398/件河南荥阳市
厂家直销,养殖设备,一件代发,代做售后服务。
¥ 1900/件河南荥阳市
不锈钢反应釜 内外盘管反应釜设备 搅拌设备
¥ 6000/个山东梁山县
养殖场鸡鸭猪牛羊鱼饲料颗粒机
¥ 1080/件河南荥阳市
出售饲料颗粒机,生物质颗粒机
¥ 2300/个山东梁山县
扫码下载APP
